
镁合金应用于汽车制造中,可满足汽车行业低排量、低油耗的发展需求。要想进一步推广镁合金在汽车领域的大量使用,需要对焊接技术进行更深一步的创新研究。
镁合金的焊接性
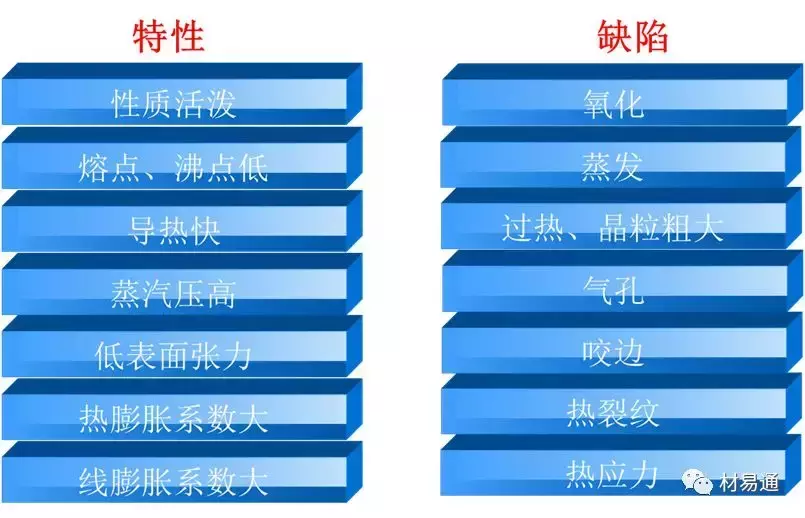
1.氧化和蒸发
由于镁的氧化性极强,在焊接过程中易形成氧化膜(MgO),MgO熔点高(2500℃)、密度大(3.2g/cm3),易在焊缝中形成夹杂,降低了焊缝性能。在高温下,镁还容易和空气中的氮发生化学反应生成镁的氮化物,弱化接头的性能。镁的沸点不高,这将导致在电弧高温下很容易蒸发。
2.晶粒粗大
由于热导率大,故焊接镁合金时要用大功率热源、高速焊接,易造成焊缝和近焊缝区金属过热和晶粒长大。
3.热应力
镁合金热膨胀系数较大,约为铝的1~2倍,在焊接过程中易产生大的焊接变形,引起较大的残余应力。
4.焊缝金属下塌
由于镁的表面张力比铝小,焊接时很容易产生焊缝金属下塌,影响焊缝成形质量。
5.气孔
与焊接铝合金相似,镁合金焊接时易产生氢气孔。氢在镁中的溶解度随温度的降低而减小,而且镁的密度比铝小,气体不易逸出,在焊缝凝固过程中会形成气孔。
6.热裂纹
镁合金易与其他金属形成低熔点共晶组织,在焊接接头中易形成结晶裂纹。当接头处温度过高时,接头组织中的低熔点化合物在晶界处会熔化出现空穴,或产生晶界氧化等,即所谓的“过烧”现象。
镁合金的焊接方法
n钨极氩弧焊

n熔化极气体保护焊

n激光焊

n搅拌摩擦焊

W.Steen在20世纪80年代末首次提出激光-电弧复合焊接技术


镁合金低功率激光-氩弧复合焊接新技术的提出

镁合金焊接技术的应用及展望随着国内外对能源消耗、环境保护的要求的日益提高,镁合金作为一种新型的结构材料,在汽车等交通领域蕴藏着巨大的应用潜力。目前,欧洲和美国汽车每辆汽车使用镁合金零件5.8-23.6kg,我国汽车单车用量不到10kg,其中镁合金焊接技术是实现镁合金汽车零部件大量应用的主要关键技术难题。通过多方面的技术攻关,我国已经解决了镁合金与镁合金的连接问题,已经开发出了镁合金自行车焊接结构件、摩托车焊接结构件,并通过了台架试验和道路试验,达到了出口标准要求,其中采用焊接技术生产的镁合金自行车已经出口到欧盟国家,取得了显著的经济和社会效益。
中国汽车产量的结构调整的方向是轿车占汽车总量的比重增加,低排放、低污染、节能的绿色环保汽车替代非环保汽车,近几年政府加大了电动汽车的研发力度,镁合金座椅骨架,油门踏板等在国产汽车领域将得到广泛应用。随着复杂结构镁合金车辆结构件及相关镁合金产品的设计和开发,将对镁合金焊接技术提出日益广泛的需求。
本文来自大风号,仅代表大风号自媒体观点。


